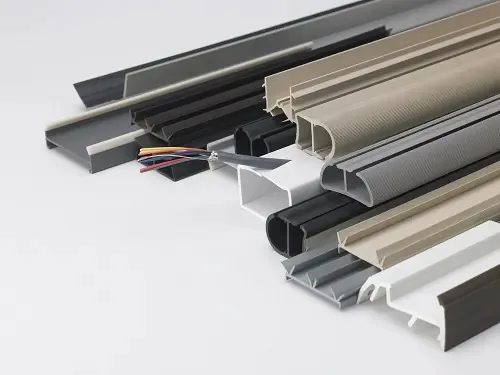
Window frame systems
Main frame, sash and mullion profiles with chambers and gasket grooves.
PROFILE EXTRUSION
PVC profile is not round like pipe. It is a continuous linear shape with chambers, gasket slots and reinforcement spaces, so die design and calibration accuracy decide whether the finished frame can be fabricated correctly.
Modern window profiles usually contain 3-6 internal chambers. The trapped air improves insulation, the walls add rigidity, and the center cavity can accept steel reinforcement.
Main frame, sash and mullion profiles with chambers and gasket grooves.
Rigid sections requiring impact resistance and straightness over 6m lengths.
Architectural trim and connection profiles for facade systems.
Interior and exterior PVC trim with smooth surface and stable colour.
PVC window profile uses a PVC-U compound similar to pipe, but the formulation contains more impact modifier, often 8-12 phr CPE or MBS, to improve cold-weather impact resistance. White outdoor profiles require titanium dioxide for UV stability; unprotected white PVC can yellow within months. Stabiliser, processing aid and lubricant are balanced to give surface gloss without overheating the material.
PVC profile production uses dry vacuum calibration rather than pipe sizing sleeves. The profile is pulled through a series of precision calibration blocks that hold each chamber and outer wall in shape while the material cools.
PVC compound is fed to the extruder. Feed stability is important because pressure fluctuation can change profile dimensions.
Profiles commonly use counter-rotating twin screws because PVC is heat-sensitive and complex dies require stable, lower-pressure melt flow.
The die forms the full cross-section, including chambers, gasket grooves and visible surfaces. Multi-cavity dies can produce two profiles at once from one extruder.
Vacuum calibration blocks pull the hot profile walls into exact shape. Each block corresponds to the profile geometry and must match the drawing.
Profiles cool over a 4-6m spray conveyor. Uneven cooling causes bow and twist, which are common rejection defects.
Caterpillar haul-off grips the profile without marking the surface. Too much pressure can deform chambers or leave belt marks.
Profiles are cut to standard 6m lengths. The cutter must not crush thin chamber walls.
Finished PVC profiles are checked for section dimensions, straightness, bow, twist, impact resistance, heat shrinkage, surface gloss and colour stability. The visible surface must be smooth because profiles are assembled directly into windows and doors. Small die or calibration errors become fabrication problems when corners are welded or steel reinforcement is inserted.
These are the core machines for a PVC window and door profile line. The die and calibration table are project-specific, so drawings are required before quotation.
Plasticizes PVC profile compound with stable low-shear melt quality.
Creates the custom multi-chamber cross-section.
Holds profile geometry under vacuum while cooling begins.
Removes heat evenly to prevent bow and twist.
Pulls and cuts 6m lengths without surface marks.
Planning reference only. Final configuration depends on your target spec — share it with the engineering team for a matched proposal.
| Output rate | 80-400 kg/h |
|---|---|
| Section width | Up to 400mm |
| Wall thickness | 1.2-4mm |
| Cavities | 1-8 |
| Processing temperature | 160-190°C |
| Material | PVC-U with impact modifier; ASA/PMMA cap optional |
Send your profile drawing, section size, cavity count, colour requirement and output target. The engineering team will match the extruder, die, calibration table and downstream layout.
Get my technical proposal